


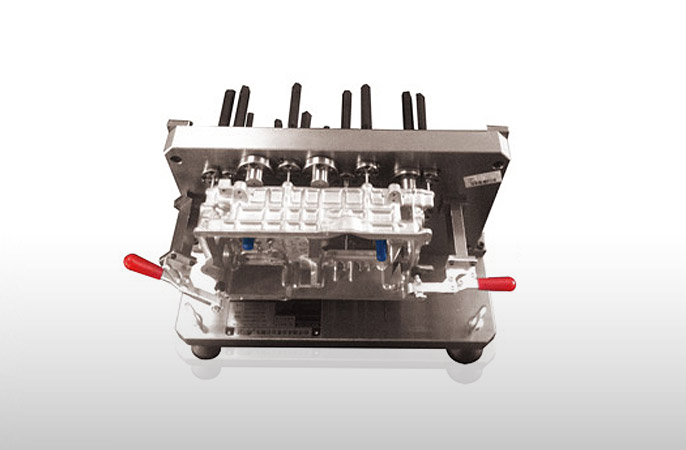




阀体自动清洗测量生产线
本测量设备测量涡轮增压中间壳产品,数控机床。加工好零件,流转到测量设备上面一次性测量中间壳10余个全部重要尺寸,数据合格循环下一个零件,不合格有零件存放区。 测量设备达到:自动评价零件是否合格,不合格;有不合格料区,线内,自动上下零件,自动测量,自动分析,统计数据,数据通信,自动刀补。
本测量设备同时测量2个齿轮产品, 6轴关节臂机械人抓取流转零件,自动测量内径,自动评价零件是否合格,不合格;有不合 格料区,设备达到,线内,自动上下零件,自动测量,自动分析,统计数据。
零件整个托盘上料(放置在进口轨道上面),测量设备自动启动,整个托盘进入设备第一位置(定位)桁架3轴机械手1开始工作,抓取零件到测量位置,测量结构测量,完成测量(自动评价零件是否合格,有不合格区)桁架3轴机械手2抓取零件,码放在空托盘内,测量结束。一次可以完成6个托盘1200个零件测量。
零件由生产线自动对接上料,自动轨道线;阀体到达二维码扫描位置,设备确认零件型号,关节臂机械手工作,抓取阀体到清洗机(日本森和)顺序抓取4件,清洗完成,机械手抓取到测量设备上面。测量完成,机械手抓取到AGV小车托盘上面,自动出零件。 生产线设备做到自动化,无人化管理。
本测量设备同时测量2个齿轮产品, 6轴关节臂机械人抓取流转零件,自动测量内径,自动评价零件是否合格,不合格;有不合 格料区,设备达到,线内,自动上下零件,自动测量,自动分析,统计数据。







